宁波市鄞州超颖物资有限公司
 第11年
第11年

 第11年
第11年 
第11年

来源:宁波市鄞州超颖物资有限公司 时间:2025-02-12 08:40:49 [举报]
施工步骤
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
PE管应用范围
■ 城市自来水管网系统。
■ 城乡饮用水管道。
■ 化工、化纤、食品、印染、制药、轻工、造纸等工业的料液输送管道。
■ 农用灌溉管道。
■ 邮电通讯线路、电力电线保护套管。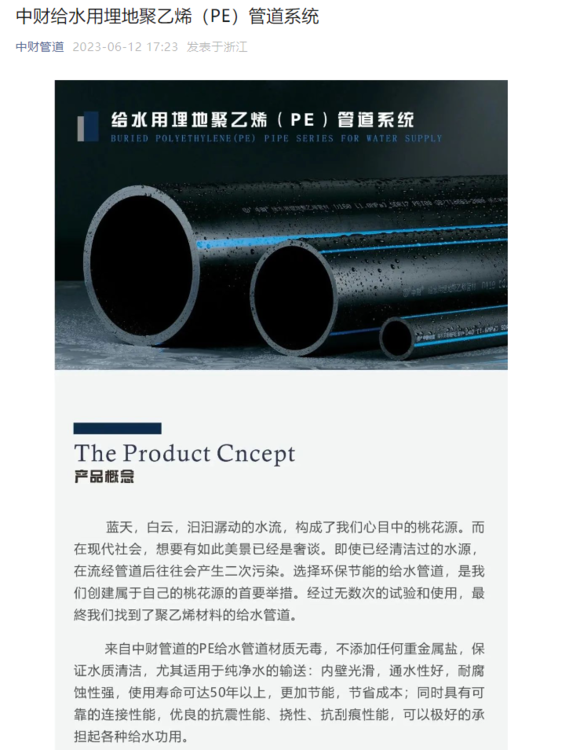
对接式热熔焊接适合于直径比较大的管材管件,管径,厚度都是比较大,所以容易对正,焊接更方便,比承插连接用料省、易制造,在熔接前切去氧化表面层,熔接压力可以控制,质量较易。PE管材焊接的温度是230°C左右,
电热熔焊接。
将需要连接的pe电熔管件套在pe管材上,将PE管子插入内嵌电热丝的电熔管件的内,用电熔焊接机使将融化焊接,进行冷却后,管材和管件已经电熔在一起,这样连接十分牢靠。
HDPE给水管的质量轻,搬运方便,焊接容易,焊接口少。当管线较长的时候使用盘卷,PE给水管要求远比钢管要求低。另外,可采用管沉入的方法在水底铺设,大大降低了施工难度和工程费用。
HDPE给水管本身采用热熔连接,本质上了接口材质结构与管体本身的统一性,实现了接头与管材的一体化。其接口的抗拉强度与爆破强度均管体本体,可有效抗内压力产生的换向应力和周应力。因此,与橡胶圈累计额头或者其他机械接头想相比较,不均在接口扭曲造成的泄露危险,密封性能十分良好。
标签:宁波大口径PE给水管,PE给水管矿用管,宁波PE给水管,PE给水管多少钱